09
2025-12

新(xin)聞正在發生 聚焦(jiāo)
湖(hú)北塑料模具加工(gong)過程中如何減少(shao)收縮方法。 在塑料(liào)模具部件較厚位(wei)置,如筋肋或突起(qi)處形成的收縮要(yào)比🔞鄰近位置更嚴(yán)♌重,這是由于較厚(hou)區域的冷卻速度(du)要比周圍區域慢(màn)得多。冷卻速度不(bu)同導緻連接面處(chù)形成凹陷,即為人(ren)們所熟悉的收縮(suō)痕。這種缺陷嚴重(zhong)限制了家電塑料(liào)模具産品的設計(ji)🚶♀️和成型,尤其是大(dà)型厚壁制品如電(diàn)視機的斜面機殼(ke)和顯示器外殼等(děng)。事實上,對于日用(yòng)電器這一類要求(qiu)嚴格的産品上要(yào)消除收縮痕,而對(dui)于玩具等一些表(biǎo)面質量要...
2025-12
對于塑料(liào)制品來說,挑選什(shi)麼樣的加工成型(xing)方法是十分重要(yào)的。由于不同的加(jiā)工成型方法對塑(su)料産品的質量有(yǒu)較大的影響,同時(shí)在出産成本上也(yě)有着較大的差異(yì)。現在在塑料加工(gōng)範疇,注塑加工成(chéng)型手藝是相對來(lai)說具有較高性價(jia)比的,使用該工藝(yi)進行加工的塑料(liao)加工廠家也是❌比(bǐ)較多的。注塑成型(xing)工藝理解起來也(yě)并不是很困難,下(xia)面小編🌈就來給你(ni)介紹一下湖北塑(sù)料加工🏒的流程。 1、加(jiā)料:塑料加工一般(ban)是先将塑料原料(liao)制成顆🚶粒物,注塑(su)過程是将...
2025-12
湖北注(zhù)塑模具是近幾年(nián)來發展起來的,其(qí)中以加工為代表(biǎo)🚶♀️的現代機械加工(gong)設備和工藝對模(mo)具的需求🔱越來😄越(yuè)大。 (1)粗磨機 在每一(yi)段時間内,要追求(qiú)大的切削速度,要(yào)❄️按照所加工的表(biǎo)面所給的寬度,用(yong)立銑刀将其逐級(jí)銑削。小型模具多(duō)采用🔱整體立銑🐅刀(dāo),大型模具為了節(jie)省成本和生産效(xiao)率,多選用帶🍓有可(ke)旋轉刀片的機夾(jiá)式立銑刀,主要有(yǒu)R形圓刀、方🈲肩銑刀(dāo)、面銑刀等。 (2)半精銑(xi) 為了使工件更貼(tiē)近理論曲面,可以(yi)使用球頭銑削,通(tong)...
湖北(bei)注塑加工生産過(guo)程中需使用塑膠(jiao)原料、色粉🏃🏻、水🙇♀️口料(liào)💃、模🚩具、注塑機、工裝(zhuāng)夾具、噴劑、各種輔(fu)料及包裝材料等(děng),是一🧑🏾🤝🧑🏼個比☎️較複👅雜(zá)的過程,因此需要(yào)企業🏃🏻♂️的規範👨❤️👨化管(guan)理🚩。注塑加❄️工也需(xū)🏃要具備相對應的(de)一些條件,具體是(shì)什麼🧑🏾🤝🧑🏼條件呢? 一♋、不(bu)同的材料在注塑(su)過程中需要不同(tong)的溫度。 如,當溫度(du)過低時,液體材料(liào)的顔色會出現一(yī)些異常;如果溫度(dù)過高,産品生🔞産後(hòu)會出現毛刺,生産(chǎn)質量無法達到标(biāo)準。 二、注塑時🚶♀️,需控(kòng)制澆注路徑❄️...
2025-12
湖(hu)北塑料加工是将(jiang)塑料或合成樹脂(zhi)是将塑料或合成(chéng)樹♉脂加⛷️工成塑料(liào)制品的過程。目前(qián)主要由配料、成☎️型(xíng)、加☁️工、拼接、修圖、安(an)裝組成。讓我們仔(zai)細看看它的加工(gong)步驟。 一、配料🔞 這是(shi)塑料加工技術的(de)首要步驟。除聚合(hé)物外,還🚶♀️需要一些(xiē)塑料添加劑,如穩(wen)定劑、增塑劑、着色(se)劑等,這将大大提(tí)高加工塑料制品(pin)的性能,降低生産(chan)成本。聚合物和添(tian)加劑混合在一起(qǐ)并分散🌐成幹混合(he)物。也可以加工成(chéng)顆粒。 二、成型 這是(shì)塑料加工技術🈚...
湖北(běi)塑料模具加工适(shì)用于各種切削機(jī)床、成型磨床🎯、雕💯刻(ke)機🎯床等加工,而根(gen)據加工精度,加工(gong)工藝可分為🔞粗加(jia)㊙️工、精加工和維修(xiū)加工。粗加工是去(qù)除加工過程中的(de)大👅部分加工餘量(liang),以确保産品的形(xíng)狀和尺寸符合産(chan)品的要求,主要适(shì)用于高要求,是精(jing)加工前的預處理(lǐ)。 然後就是精加工(gong),在粗加工的基礎(chu)上進行細💔化🎯,從而(er)提高加工精度和(he)質量,比如鉸孔、磨(mó)孔、電加工和成型(xíng)磨削,從而獲得各(ge)種形狀、規格高精(jing)度、高表面質量的(de)零件,從粗加...
2025-12
2025-12
介紹塑料(liào)模具制品龜裂的(de)三大原因及解決(jue)方法: 一♻️、殘✂️餘力✂️引(yin)起的裂紋: 殘餘力(li)主要下面三種情(qing)況引起:過充、脫模(mo)和金屬鑲嵌。由于(yu)過量灌裝引起的(de)裂縫,其解決方案(àn)主要從以下幾個(gè)方面入手: 1.由于直(zhí)澆道的⁉️壓力損失(shī)較小,如果裂紋主(zhu)要發生在直澆道(dao)附近,可以考慮多(duō)點分配澆口、側㊙️澆(jiao)口和柄澆口代替(ti); 2.在樹脂不分解變(biàn)質的條件下,通過(guò)提高樹⭐脂溫度來(lai)降低熔體粘度,改(gai)善流動性,降低注(zhù)射壓力🙇♀️和應力; ...
2025-12
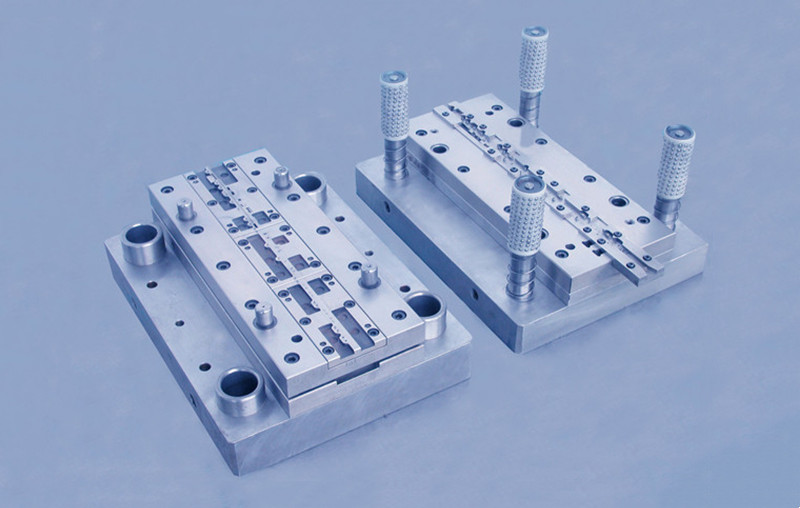
注塑模具是一種(zhong)生産塑膠制品的(de)工具;也是賦予📞塑(sù)膠制品完整結構(gòu)和尺寸的工具。注(zhu)塑成型是批量生(shēng)産某些形狀複雜(za)部件時用到的一(yī)種加工方法。具體(tǐ)指将受熱融化🆚的(de)塑料由注塑機高(gao)壓射入模腔,經冷(leng)卻固化後,得到成(chéng)形品。模具的結構(gòu)雖然🔅由于塑料品(pin)種和性能、塑料制(zhi)品的形狀和結構(gou)以及注射機的類(lei)型等不同而可能(néng)千變萬化,但是基(jī)本結構是一緻的(de)。模具主要由澆注(zhù)系統、調溫系統、成(cheng)型零件和結構零(líng)🚶件組成。其中澆注(zhù)系統和成型零件(jiàn)是與塑料直...
掃碼立即咨(zī)詢
返回頂部



